Motivation and objectives
Laser beam welding is suitable for the production of hybrid components to be developed in the CRC due to the directed, local heat input. By using laser powers of up to 16 kW, high welding depth can be achieved, which are a requirement for the full-surface connection of the specimens (e. g. shafts). The laser beam welding process for various material combinations and geometries is developed and investigated in the subproject. Special ultrasonic transducers are required for ultrasonic excitation. They are designed on the basis of numerical simulations of the vibration behaviour of the transducers combined with the workpieces to be excited. Different sonotrodes allow the optimal introduction of the ultrasound into the joining zone for different material combinations and geometries. A control electronics extended for the operation of power ultrasonic transducers with changing loads takes over the control.



Results
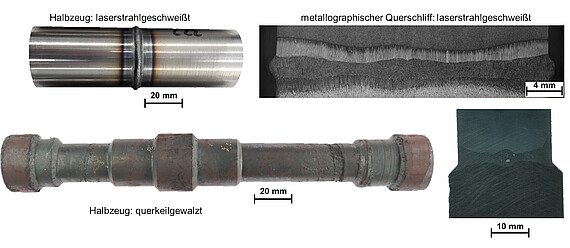
In metallographic cross sections of laser-welded hybrid semi-finished products made of a steel and an aluminium alloy, the improved mixing in the transition area from the weld metal to the base material of the aluminium alloy can be demonstrated (Figure 2). The transition is less graded and the phases are finer distributed.



The effect of ultrasound on the dynamics of the weld pool can be impressively demonstrated with bead on plate welds for an aluminium alloy. Different positions (node, antinode and middle between these two positions [see Figure 3]) and amplitudes (0 µm, 2 µm, 4 µm, 6 µm) were examined. Figure 4 shows the results of the investigation. With higher amplitudes the grain size is smaller and more homogeneously distributed, the same applies to the movement in the oscillation form from the node to the antinode. The weld depth increases and the weld width decreases the smaller the excitation amplitude becomes. The weld cross section is predominantly dependent on the energy input and is therefore constant in this case [Not18].






Steel-steel similar joints (diameter of 30 mm) were successfully welded with the investigated process and were subsequently formed (Figure 5).


Current work and outlook
The investigations of the first funding period showed a positive influence on the strength of the welded compound and the formation of cracks by ultrasonic excitation. With chromium-nickel steel and a nickel-based alloy, two materials are now welded together which are particularly at risk for crack formation. This favours the further investigation of the crack formation mechanisms and various parameters, such as the time of crack formation, the crack geometry and the quantitative occurrence of the cracks. The ultrasonic-induced reduction of, in particular, hot cracks is accompanied by an improvement in the mechanical properties and formability of the semi-finished product. The minimization of cracks in their size and number as well as the avoidance of constriction of the keyhole due to ultrasonic excitation is the goal of the second funding period. The modulation of the amplitude is a solution which will be investigated for its effectiveness in extending the process window.
Since the process reacts very sensitively to process variables such as the welding depth, the process is monitored by model-based process tracking. The knowledge gained about the process itself as well as about fundamental interrelationships is as much a goal as the possibility to deduce the process stability and seam properties and to identify the setting parameters for a desired welding result. By tracking the process, the approach for process control is created.
Publiacations
Subproject leader

30823 Garbsen
30823 Garbsen

30419 Hannover
Staff
30419 Hannover


30823 Garbsen





